Table of Contents
Market Insight: Silicon Steel Transformer Laminations
Market Analysis: Silicon Steel for Transformer Laminations
Global transformer manufacturing consumes over 10 million metric tons of electrical steel annually, driven by accelerating grid modernization, renewable energy integration, and rising electricity demand in emerging economies. Silicon steel—specifically grain-oriented electrical steel (GOES)—remains the irreplaceable core material for power and distribution transformers due to its optimized magnetic properties at 50Hz/60Hz excitation. The International Energy Agency (IEA) projects a 4.2% compound annual growth rate in transformer demand through 2030, directly correlating to sustained pressure on high-grade GOES supply chains. Key demand inflection points include ultra-low-loss amorphous metal alternatives remaining cost-prohibitive for >500kVA units and stringent global efficiency regulations (e.g., DOE 2016, EU Ecodesign Lot 10) mandating Tier 1 GOES in new installations.
Quality precision in silicon steel laminations directly dictates transformer operational efficiency, lifespan, and total cost of ownership. Substandard material manifests as elevated core losses (hysteresis and eddy current), quantified in watts per kilogram (W/kg). A 0.1 W/kg increase in core loss across a 100 MVA transformer translates to ~87,600 kWh/year of wasted energy—equating to $13,140 in operational costs annually at $0.15/kWh. Furthermore, inconsistent lamination stacking factors due to poor dimensional tolerances or surface insulation defects induce localized hotspots, accelerating insulation degradation and risking premature failure. Magnetostriction—a material’s tendency to vibrate under magnetic flux—must be minimized; excessive vibration from low-grade steel increases audible noise by 5–10 dB and propagates mechanical stress into windings, compromising structural integrity.
The supply chain faces acute vulnerability to material quality deviations. Minor deviations in silicon content (2.9–3.3% optimal), grain alignment (Goss texture deviation >7°), or coating resistivity (>70 Ω/sq required) cascade into significant performance deficits. For instance, a 0.05% excess carbon content in GOES elevates hysteresis loss by 8–12%, directly contravening IEC 60404-2 efficiency tier requirements. Transformer manufacturers thus enforce rigid material certification protocols, including Epstein frame testing per ASTM A912 and continuous lamination edge burr inspection (<5μm tolerance).
Critical Quality Parameters vs. Performance Impact
| Parameter | High-Grade GOES Target | Deviation Consequence | Test Standard |
|---|---|---|---|
| Core Loss (P1.7/50) | ≤1.00 W/kg | +0.15 W/kg = 12% energy waste | IEC 60404-2 |
| Stacking Factor | ≥98.0% | <97.5% = 5°C hotspot temperature rise | ASTM A717 |
| Interlaminar Resistance | 70–150 Ω/sq | <50 Ω/sq = eddy current surge | JIS C 2550 |
| Thickness Tolerance | ±0.005 mm | >±0.01 mm = magnetostriction spike | GB/T 2521-2016 |
Sourcing strategies must prioritize metallurgical consistency over nominal cost savings. Luoyang Xinzhaohe Aluminum leverages two decades of supply chain engineering to audit mill production lines for critical process controls—including hot-band annealing homogeneity and tension leveling precision—ensuring lamination stacks achieve <0.5% variation in magnetic flux density. In transformer manufacturing, silicon steel quality is not a commodity variable; it is the foundational determinant of grid reliability and energy sustainability. Compromised material incurs irreversible operational penalties, making certified GOES sourcing a non-negotiable pillar of transformer design.
Technical Specs: Silicon Steel Transformer Laminations

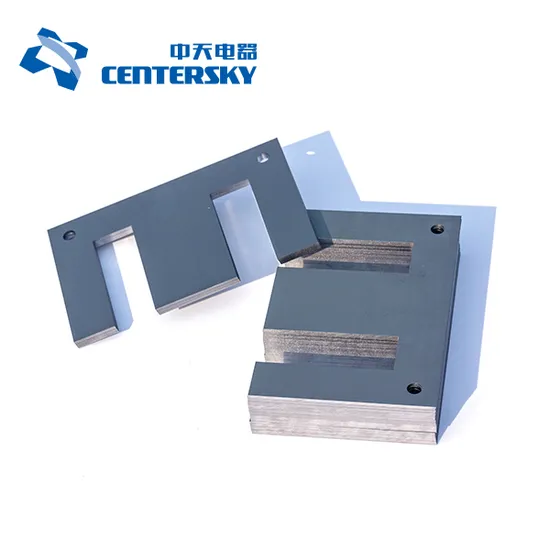
Silicon steel transformer laminations are critical components in the construction of efficient power and distribution transformers. At Luoyang Xinzhaohe Aluminum Co., Ltd, with over two decades of experience in advanced metallic materials, we emphasize precision in material selection and processing to meet stringent performance requirements. The technical specifications of silicon steel laminations directly influence the electromagnetic performance, thermal behavior, and overall efficiency of the transformer core. Key parameters include core loss (iron loss), magnetic flux density, and geometric tolerances such as flatness, all of which must be rigorously controlled during manufacturing.
Core loss, expressed in watts per kilogram (W/kg), is a measure of the energy dissipated as heat in the lamination under alternating magnetic fields. It is typically measured at a frequency of 50 Hz or 60 Hz and at specified peak flux densities, commonly 1.5 T or 1.7 T. Lower core loss values indicate higher efficiency and reduced operating temperature, which are essential for energy-saving transformers. The core loss is influenced by the silicon content, grain orientation, thickness of the steel, and the quality of the insulating coating. Grain-oriented electrical steel (GOES) offers significantly lower core loss in the rolling direction compared to non-oriented types, making it ideal for transformer applications.
Magnetic flux density, measured in Tesla (T), reflects the material’s ability to carry magnetic flux. Higher flux density allows for a reduction in core size and weight, improving power density. For grain-oriented silicon steel, typical guaranteed values range from 1.85 T to 2.03 T at a magnetizing force of 800 A/m. This parameter is critical in ensuring that the transformer operates efficiently under rated conditions without magnetic saturation.
Flatness is a crucial geometric specification that affects core stacking factor and magnetic continuity. Poor flatness leads to air gaps between laminations, increasing reluctance and localized eddy currents, thereby raising core loss and noise. High-quality laminations must exhibit minimal camber and buckle, with flatness deviations controlled within tight tolerances—typically less than 2 mm over a 1-meter length. This is achieved through precision leveling and controlled annealing processes.
The following table summarizes the key technical parameters for silicon steel transformer laminations:
| Parameter | Typical Value (GOES) | Test Condition | Standard Reference |
|---|---|---|---|
| Core Loss (P1.7/50) | 0.90 – 1.20 W/kg | 1.7 T, 50 Hz, 25°C | IEC 60404-2 |
| Magnetic Flux Density (B800) | 1.85 – 2.03 T | 800 A/m, peak induction | IEC 60404-2 |
| Thickness Tolerance | ±0.015 mm | Nominal 0.23 mm, 0.27 mm, 0.30 mm | GB/T 2521-2016 |
| Flatness Deviation | ≤2 mm per 1 m | Measured under no load | Internal QC Standard |
| Interlaminar Resistance | ≥100 Ω·cm² | After insulation coating | ASTM A717/A717M |
| Silicon Content | 2.9% – 3.3% | By weight | GB/T 222-2006 |
These specifications are aligned with international standards and are subject to customer-specific requirements. Luoyang Xinzhaohe Aluminum Co., Ltd ensures full traceability and consistency through in-house testing, including Epstein frame loss measurement and B-H loop analysis, to guarantee performance in real-world transformer applications.
Factory Tour: Manufacturing

Silicon Steel Transformer Laminations: Core Manufacturing Process
Luoyang Xinzhaohe Aluminum Co., Ltd leverages over two decades of specialized expertise in electrical steel processing to deliver high-performance silicon steel transformer laminations. Our rigorous manufacturing sequence ensures optimal magnetic properties, dimensional accuracy, and long-term operational reliability critical for transformer efficiency. The core production flow comprises four integrated stages: precision slitting, controlled annealing, advanced insulation coating, and final lamination cutting, each governed by stringent quality control protocols.
The process initiates with precision slitting of incoming non-oriented electrical steel coils (typically grades M360-50A to M270-35A per IEC 60404-8-7). High-tolerance slitting lines equipped with servo-controlled tension systems and laser-guided edge sensors reduce master coils to precise strip widths matching lamination core dimensions. Width tolerances are maintained within ±0.05 mm. Real-time laser micrometers continuously monitor strip width and edge burr formation, automatically rejecting material exceeding 0.02 mm burr height to prevent core short circuits. All slit strips undergo immediate surface inspection via high-resolution cameras to detect scratches, dents, or coating defects before annealing.
Subsequent continuous annealing occurs in oxygen-controlled atmosphere furnaces operating between 800°C and 850°C. This critical thermal treatment eliminates residual stresses induced during prior cold rolling and slitting, enabling magnetic domain refinement. Precise dew point control (-40°C to -50°C) prevents surface oxidation while facilitating controlled decarburization, directly reducing core loss (W15/50). Material traverses the furnace under constant tension monitoring; deviations trigger automatic line speed adjustment to ensure uniform heat exposure. Post-anneal, samples undergo Epstein frame testing per ASTM A343/A343M to validate core loss (≤ 2.90 W/kg at 1.5T/50Hz for M270 grade) and permeability specifications before coating.
Insulation coating application follows immediately using roll-coating or spray systems. We apply proprietary inorganic or hybrid organic-inorganic coatings (C5 or C6 classification per IEC 60404-11) at controlled wet film thicknesses of 0.8-1.2 µm. Coating viscosity and solids content are monitored every 30 minutes via inline viscometers and refractometers. Cured coatings achieve minimum 500 Ω·cm² interlaminar resistance (measured per IEC 60404-15) and withstand 100% adhesion testing via cross-hatch evaluation. Coating weight is verified gravimetrically to ±0.1 g/m² tolerance.
Final lamination geometry is achieved through high-speed precision progressive stamping or laser cutting. Stamping utilizes hardened tool steel dies with automatic clearance compensation, holding outer dimension tolerances to ±0.03 mm and angularity within 0.1°. Laser cutting employs fiber lasers with 0.02 mm spot size for complex geometries, minimizing heat-affected zones. All laminations undergo 100% automated optical inspection for dimensional conformity, burr detection (< 0.03 mm), and coating integrity. Final stacked cores are subjected to destructive testing for stacking factor verification (≥ 97.5%) and non-destructive core loss validation on representative samples. This integrated process ensures laminations meet the highest efficiency standards demanded by modern transformer design.
Packaging & Logistics

Export Packaging Standards for Silicon Steel Transformer Laminations
At Luoyang Xinzhaohe Aluminum Co., Ltd, with over two decades of specialized experience in the production and international supply of electrical steel materials, we maintain rigorous standards in the export packaging of silicon steel transformer laminations. Given the sensitivity of these precision components to environmental and mechanical stress during transit, our packaging protocol is engineered to ensure product integrity throughout extended sea freight logistics.
All export shipments of silicon steel laminations are secured on high-grade wooden pallets constructed from durable, kiln-dried hardwood. These pallets are designed to meet international phytosanitary standards (ISPM-15), ensuring compliance with global customs and biosecurity regulations. The structural integrity of the pallets supports uniform load distribution, minimizing the risk of deformation during containerized transport, port handling, and multi-modal transfer. Each lamination stack is firmly fixed to the pallet using steel strapping applied under calibrated tension, preventing lateral or vertical displacement during vessel movement or sudden deceleration.
Immediately following palletization, the entire load is sealed within a multi-layer moisture-proof barrier film. This film consists of a co-extruded laminate incorporating aluminum foil and polyethylene layers, providing a vapor transmission rate of less than 0.1 g/m²·day at 38°C and 90% relative humidity. The wrapping process is executed in a climate-controlled environment to prevent condensation entrapment. Seams are hermetically sealed using industrial heat-welding techniques, creating a fully enclosed protective envelope. Additionally, desiccant packs are strategically placed beneath the film to absorb any residual moisture and mitigate the risk of in-transit corrosion, particularly critical during tropical or high-humidity shipping routes.
For enhanced protection, each packaged unit is labeled with weather-resistant, tamper-evident markers indicating handling orientation, gross weight, batch number, and moisture-sensitive indicators. These indicators undergo irreversible color change upon exposure to elevated humidity, allowing downstream verification of environmental exposure during transit.
Our packaging methodology has been validated across numerous international shipments, including long-haul container routes from Chinese ports (e.g., Qingdao, Shanghai) to destinations in Southeast Asia, the Middle East, Europe, and South America. The design specifically addresses the challenges of maritime transport, including salt-laden atmospheres, prolonged exposure to fluctuating temperatures, and potential condensation within shipping containers due to the “container rain” effect.
By integrating robust mechanical support with advanced moisture mitigation, Luoyang Xinzhaohe ensures that silicon steel transformer laminations arrive at their destination in as-manufactured condition, preserving dimensional accuracy, surface quality, and magnetic performance. This commitment to packaging excellence supports our clients’ production continuity and quality assurance objectives in the global power transmission and distribution sector.
Sourcing from Luoyang Xinzhaohe
Partner with Luoyang Xinzhaohe for Precision Silicon Steel Transformer Laminations
Luoyang Xinzhaohe Aluminum Co., Ltd leverages over two decades of specialized metallurgical engineering and industrial supply chain expertise to deliver silicon steel transformer laminations meeting the most stringent global efficiency and performance standards. Our deep-rooted focus on electrical steel processing, distinct from general aluminum production, ensures we address the critical magnetic and mechanical property requirements essential for modern transformer cores. We provide OEMs and tier-1 manufacturers with a reliable, technically proficient source for grain-oriented (GOES) and non-grain-oriented (NGOES) electrical steel laminations, engineered to minimize core loss and maximize energy efficiency in demanding applications.
Our core strength resides in advanced metallurgical process control. We utilize high-purity raw materials sourced from verified suppliers and implement precise chemical composition management throughout the cold rolling and annealing sequences. Critical parameters including silicon content, manganese sulfide precipitate size distribution, and crystallographic texture development are continuously monitored and optimized. This granular control directly translates to superior magnetic induction (B₈) and significantly reduced specific total loss (W₁₇/₅₀) values, consistently achieving IEC 60404-8 and GB/T 3655 Class B or better performance metrics. Our dedicated annealing lines feature computer-controlled atmospheres and temperature profiles to ensure uniform domain refinement and stress relief across every coil.
Precision manufacturing defines our lamination production capability. We operate state-of-the-art blanking and stamping lines equipped with servo-driven presses and high-tolerance progressive dies, capable of handling thicknesses from 0.18mm to 0.35mm with tight dimensional control. Critical attributes such as burr height (<5% of material thickness), edge squareness (±0.1°), and stacking factor (>97.5%) are rigorously maintained through in-process metrology using optical comparators and coordinate measuring machines. This precision minimizes air gaps in the core stack, directly reducing no-load losses and audible noise in the final transformer assembly.
Robust quality assurance is non-negotiable. Every production batch undergoes comprehensive magnetic property validation via Epstein frame testing per ASTM A343/A343M or IEC 60404-2 standards, alongside full mechanical and coating adhesion verification. Our ISO 9001 and IATF 16949 certified quality management system integrates statistical process control (SPC) at all critical stages, providing full traceability from raw coil to finished lamination shipment. This systematic approach ensures batch-to-batch consistency and compliance with customer-specific technical specifications.
Our integrated supply chain delivers operational resilience. Strategic partnerships with major steel mills secure priority access to high-grade electrical steel base material. Combined with optimized just-in-time logistics and a 30,000-ton annual lamination production capacity, we offer flexible scheduling, reduced lead times, and mitigation against market volatility. This stability is critical for maintaining your transformer production continuity.
Engage our engineering team to specify silicon steel laminations optimized for your transformer design targets. Contact Cathy directly at cathy@transformerstrip.com to discuss technical requirements, request material test reports, or initiate a qualification process. Luoyang Xinzhaohe provides the metallurgical precision and supply chain certainty essential for your next-generation transformer programs.
📉 Factory Direct Savings Calculator
Calculate your potential savings by importing silicon steel transformer laminations directly from China.