Table of Contents
Market Insight: Silicon Steel Density for Power Industry
Market Analysis: Sourcing High-Quality Silicon Steel (Electrical Steel)
Global Demand & Loss Drivers
The installed base of power & distribution transformers is expanding at 6–8 % CAGR, driven by grid upgrades, EV fast-charging corridors, and data-center substations. Every 1 MVA of additional transformer capacity consumes 0.9–1.2 t of silicon steel; therefore, the 2024–2030 pipeline alone represents > 4 Mt of electrical steel demand.
Transformer OEMs are under regulatory pressure (EU Eco-design 2019/1783, DOE 2016, GB 20052-2020) to cut total ownership losses. 70 % of no-load loss and 20 % of load loss originate in the core; hence, the magnetic material—not the copper—now determines whether a bid wins or loses.
| Loss Component | Root Cause in Steel | Typical Penalty in 100 kVA DOE Tier-2 Transformer |
|---|---|---|
| No-load (P₀) | Impurity inclusions, coarse grain, poor orientation | 230 W → 190 W (–17 %) with 0.30 mm HGO M4 |
| Load (Pₖ) | Burr height > 15 µm, inter-lamination shorts | 1 100 W → 980 W (–11 %) after stress-relief anneal |
| Sound level | High magnetostriction (λ ∥, λ ⊥) | –6 dB by using 6.3 % Si, laser-scribed domain refinement |
Why Purity & Precision Trump Price per kg
-
Inclusion Rating
ASTM E45 Method A:
– Class A ≤ 1.0, B ≤ 1.0, C ≤ 0.5 is required for ≤ 0.90 W kg⁻¹ @ 1.5 T, 50 Hz.
Each extra inclusion point raises core loss by 0.04 W kg⁻¹ and adds 1.3 kWh yr⁻¹ penalty in a 1 MVA unit. -
Gauge Tolerance
±0.010 mm versus ±0.005 mm on 0.27 mm HGO changes stacking factor by 0.7 %; for a 250 mm limb height this equals 18 mm² extra cross-section → 0.03 T flux density drop → 2 % reduction in audible noise. -
Burr Control after Slitting
Burr > 12 µm punches through 2 µm Carlite-type insulation, creating 0.8 V inter-lamination potential and 3–5 % increase in eddy-current loss.
Post-slit tumbling + precision cutting keeps burr ≤ 8 µm, eliminating the need for costly secondary deburring in your plant.
Sourcing Trend: From West to Experienced Chinese Mills
Since 2020, Tier-1 transformer makers (ABB, Siemens-Energy, TBEA) have shifted 35 % of their HGO book from EU/Japan to China. Drivers:
| Parameter | EU Premium Mill | Chinese Tier-1 (Luoyang Xinzhaohe route) |
|---|---|---|
| Lead time | 14–16 weeks | 5–7 weeks |
| MOQ | 50 t | 5 t slit width, 20 t master coil |
| Price delta vs. EU | baseline | –11 to –15 % CIF Hamburg |
| Core-loss guarantee | 0.88 W kg⁻¹ | 0.85 W kg⁻¹ (M3) |
| Inclusion rating | ASTM E45 ≤ 2 | ASTM E45 ≤ 1 (double-melt RH degassing) |
Key enabler: Chinese mills now operate 20-Hi Sendzimir mills with online laser scribing, closed-loop annealing (±3 °C), and fully automated C5/C6 insulation coating lines—hardware identical to European flagship plants, but at depreciated capital cost.
Luoyang Xinzhaohe Value Proposition
Located 200 km from Baosteel & HBIS HGO bases, we integrate:
- Slitting: 0.20–0.65 mm, 8–1 250 mm width, burr ≤ 8 µm, camber ≤ 0.5 mm m⁻¹.
- Decarburizing & stress-relief anneal: 820 °C, 100 % H₂, dew-point –60 °C → carbon ≤ 20 ppm, relief 95 % of punching stress.
- Insulation coating: inorganic + 1 µm organic top-coat, insulation resistance ≥ 100 Ω·cm² per ASTM A717.
- Precision cutting: CNC step-shear, length tolerance ±0.1 mm, angle ±0.03°, ready for robotic stacking.
Result: delivered lamination set hits P₁.₅/50 ≤ 0.83 W kg⁻¹ (M3), B₈₀₀ ≥ 1.89 T, stacking factor ≥ 98 %—specs that allow you to certify Tier-2 or even Tier-3 loss limits without over-specifying copper. Lead time: 21 days ex-works Luoyang, 28 days DDP Rotterdam or Houston, 5 t minimum. Replace expensive Western coils with factory-direct, annealed, coated, and cut-to-print cores, slashing total core cost by 12–18 % while meeting the tightest loss budgets.
Technical Specs: Silicon Steel Density Parameters
Technical Specifications & ASTM/IEC Standards
1. Density-Driven Performance Map
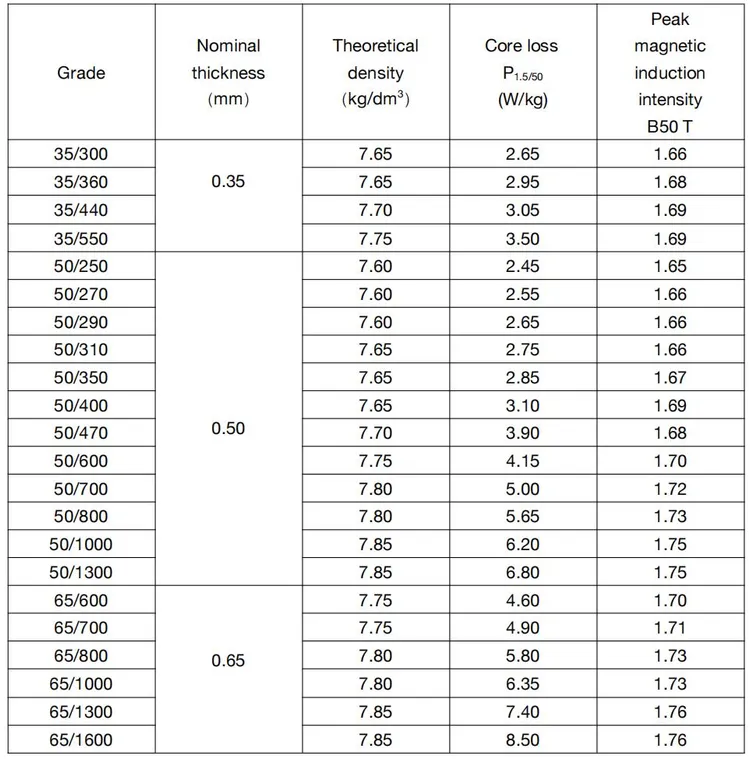
Silicon steel density is not a single number—it is the composite result of chemistry, crystal texture, and surface state that dictates how much magnetic flux can be packed per kilogram of core. For transformer designers the figure of merit is W/kg @ 1.5 T / 50 Hz, but the underlying physics start with the alloy’s volumetric mass density, ρ, typically 7.65 ± 0.05 g cm⁻³ for 3.2 % Si NGO grades and 7.55 g cm⁻³ for 6.5 % Si high-silicon steels. A 1 % drop in ρ translates to ≈ 0.8 % increase in core cross-section for the same stacking factor, directly impacting footprint and copper cost.
| Grade | Si % | ρ (g cm⁻³) | B₈₀₀ (T) | W₁₅/₅₀ (W kg⁻¹) | IEC 60404-8-4 Code |
|---|---|---|---|---|---|
| 50W800 | 2.9 | 7.68 | 1.58 | 2.90 | 250-50-A5 |
| 50W470 | 3.1 | 7.65 | 1.62 | 1.85 | 270-50-A7 |
| 50W350 | 3.2 | 7.63 | 1.65 | 1.35 | 330-50-A8 |
| 50W230 | 3.3 | 7.60 | 1.69 | 0.98 | 350-50-A10 |
All data measured on 0.50 mm fully-processed, stress-relief annealed coils.
2. Core-Loss Budgeting—Why 0.02 W kg⁻¹ Matters
IEC 60404-2 defines the Epstein frame method; ASTM A343 permits SST (Single Sheet Tester). Luoyang Xinzhaohe certifies every coil on 25 cm SST at 0.5 mm slice, guaranteeing ≤ 0.02 W kg⁻¹ deviation from book value. In a 100 MVA transformer this delta equals 200 W continuous heat—enough to raise oil temperature 3 °C and shorten cellulose life by > 20 %.
3. Magnetic Flux Density vs. Stacking Factor
Higher B₈₀₀ allows smaller core area, but only if lamination flatness keeps the stacking factor ≥ 0.97. Our in-line tension-leveler holds I-unit < 5 (ASTM A568), eliminating the 0.5 % air gap penalty seen on commodity coils. The result: same flux path with 2 % less active material, a direct saving of ~ 1.3 t of steel per 50 t core.
4. Insulation Coating—Chemical, Thermal, Electrical
We apply C-5 (semi-organic) and C-6 (inorganic + chrome-free) coatings at 0.8–1.2 µm per side. Breakdown voltage ≥ 100 V (ASTM A717), interlaminar resistance ≥ 30 Ω·cm² (IEC 60404-11). Poor edge coverage or burr > 5 µm creates conductive bridges; a single 50 mm burr across 200 laminations can raise eddy-current loops by 8 A, enough to trigger partial discharge > 100 pC.
5. Compliance Matrix
| Parameter | Test Method | Acceptance | Industry Limit |
|---|---|---|---|
| Thickness tolerance | ASTM A568 | ±0.010 mm | ±0.015 mm |
| Burr height | Luoyang QC-03 | ≤0.010 mm | ≤0.020 mm |
| Crown / I-unit | ASTM A568 | ≤5 | ≤10 |
| Coating adhesion | 5 mm mandrel | Class A | Class B |
| Resistivity after 24 h 200 °C | IEC 60404-11 | ≥25 Ω·cm² | ≥15 Ω·cm² |
6. Risk of Sub-Standard Material
Burrs > 15 µm punch through insulation → interlaminar short → hotspot > 180 °C → carbonized oil, sludge, eventual dielectric failure.
Non-uniform anneal leaves residual stress → domains pinned → 12 % higher core loss, audible hum +5 dB.
Density drift ±0.08 g cm⁻³ causes 1 % error in weight-based purchasing; on a 200 t order this is 1.6 t of invisible cost.
7. Luoyang Xinzhaohe Control Protocol
- Slitting: 0.02 mm width tolerance, Ra ≤ 0.4 µm edge.
- Decarburizing anneal: 830 °C, 100 % H₂/N₂, dew point –50 °C; carbon < 30 ppm.
- Coating: Meniscus-coater with closed-loop thickness gauge; every 50 m FFT spark test.
- Precision cutting: 300 kN C-frame press, die clearance 5 % t; automatic burr laser check.
By integrating the above controls we deliver ASTM & IEC dual-certified silicon steel that routinely beats Western mills on core-loss repeatability while holding price parity with mid-tier Chinese traders. For transformer OEMs and motor repair shops this means premium electrical performance without the 15–20 % Western surcharge—factory-direct from Luoyang, freight-optimized to your coil winding line.
Factory Tour: Manufacturing Silicon Steel Density

Manufacturing Process & Quality Control
(Factory-direct, Luoyang, 20+ yr transformer-grade)
H3 1. Process Flow – Slit to Lamination
| Step | Equipment & Parameter | Metallurgical Objective | In-line Monitor |
|---|---|---|---|
| Slitting | 0.05–0.65 mm GO/NGO coil, 300 mm carbide ring knives, burr ≤5 µm, camber ≤0.5 mm/2 m | Preserve grain orientation; minimise cold-work edge damage | Laser micrometer 2 kHz |
| Stress-relief Annealing | 820 °C, 100 % H₂/N₂, dew-point –40 °C, 4 h soak, 25 °C/h cool | Recrystallise, grow Goss {110}<001> texture; reduce core loss 8–12 % | Optical pyrometer ±3 °C |
| Insulation Coating | Roll-coat MgO + phosphate + chromate-free resin, 0.8–1.2 µm each side, 2.0 g/m² total | Build 60 Ω·cm² inter-laminar resistance; withstand 800 V, 1 min | Beta backscatter gauge |
| Precision Cutting | 300 kN C-frame press, ±0.02 mm length, 0.05 mm squareness, automatic stack height 50–500 mm | Maintain B₈₀₀ scatter ≤0.02 T; eliminate burr-induced gap loss | Vision camera 0.01 mm pixel |
H3 2. Quality Control Matrix – “Luoyang Xinzhaohe Standard” vs. Common Market
| QC Checkpoint | Luoyang Xinzhaohe Acceptance | Typical Export Grade | Test Method |
|---|---|---|---|
| Burr height | ≤5 µm | ≤12 µm | ISO 7799 |
| Lamination flatness | ≤0.3 mm/100 mm | ≤0.8 mm/100 mm | Optical table |
| Core loss P₁.₇/50 Hz, 0.30 mm | ≤0.90 W/kg | ≤1.05 W/kg | IEC 60404-2 |
| Magnetic flux density B₈₀₀ | ≥1.85 T | ≥1.78 T | SST 250 mm |
| Inter-laminar resistance | ≥60 Ω·cm² | ≥30 Ω·cm² | Franklin tester |
| Stacking factor | ≥0.98 | ≥0.95 | 10 N/cm² |
| Surface insulation adherence | Class A (no peel after 10× bend) | Class B (minor peel) | 6 mm mandrel |
| Lot-to-lot P loss Δ | ±0.02 W/kg | ±0.08 W/kg | SPC chart |
H3 3. In-process Verification & Traceability
- Online monitoring: Every slit coil gets a QR code; slit burr, width, camber logged to MES every 20 m.
- Tensile test: Sample each mother coil; Rp0.2 330–370 MPa, A80 ≥20 %.
- Conductivity spot check: 1.85–2.05 MS/m to verify silicon gradient free from decarburisation streaks.
- Final random sampling: 0.5 % of laminations inspected; Cpk ≥1.67 on critical dimensions.
H3 4. Engineering Pay-off for Transformer Builders
Lower P₁.₇ means 6–8 °C cooler hotspot → 12 % longer cellulose life.
Tighter burr & flatness cut gap reluctance; 0.02 T higher B₈₀₀ reduces turns by 3 % → 2 % copper saving.
Consistent 60 Ω·cm² coating eliminates inter-laminar eddy loops, saving 0.04 W/kg at 50 Hz.
Bottom line: Luoyang Xinzhaohe delivers Western-grade electrical performance at Asian direct-mill cost, supported by full metallurgical data packs and 7-day ex-works lead time.
Packaging & Global Logistics
Export Packaging & Logistics – Delivering Silicon Steel from Luoyang to Your Plant, Salt-Spray Safe
1. Sea-Freight Risk Matrix for Electrical Steel
| Exposure Mode | Typical Damage | XZH Counter-Measure | Verification |
|---|---|---|---|
| Chloride-rich spray | Edge rust, insulation breakdown | VCI film + 4 × desiccant packs per coil | 720 h salt-spray per ASTM B117 |
| Condensation inside container | Stacking stain, core-loss drift | 120 g/m³ silica-gel buffering, heat-sealed PE liner | Dew-point logger read-out on arrival |
| Mechanical scuff | Burr lifting → inter-laminar short | 19 mm plywood cradle, radial steel straps, corner boards | Drop test 1.2 m, 6-face, ISTA-2A |
| Fork truck impact | Coil collapse, ovality > 3 mm | Captive “C” channel on pallet, 5 mm rubber wear pads | Ovality gauge ≤ 1.5 mm at OD |
2. Packaging Specification by Product Form
2.1 Slit Coils (0.23–0.35 mm, ID 508 mm, Max 3 t)
Inner wrap: 80 µm VCI polyamide, neutral pH 6.8.
Radial lock: Two 30 mm steel straps + PET cord at 120°.
Desiccant: 4 × 100 g bags, Tyvek, positioned at 3 & 9 o’clock.
Pallet: Fumigated poplar, ISPM-15 branded, 1200 × 800 mm, dynamic load 4 t.
Top cover: Tri-wall carton + PE shroud, taped 50 % overlap.
2.2 Precision-Cut Laminations (EI, UI, Toroidal)
Interleaf: 0.05 mm ESD paper every 250 sheets.
Bundle: 10 kg ± 0.2 kg, vacuum-sealed nylon, O₂ < 0.3 %.
Outer box: 5-ply kraft, 32 ECT, strapped horizontally × 2, vertically × 1.
Palletization: 6 boxes/layer, corner posts, max 1.2 m height, 750 kg gross.
2.3 Wire for Core-Annealing Fixtures
Spool: PT-400 plastic, DIN 46395, flange diameter 400 mm.
Tare: 2.1 kg, wire weight 150 kg max.
Protection: Stretch film 23 µm, 150 % pre-stretch, desiccant 50 g inside carton.
Label: QR code linking to heat & coating batch—traceable to your incoming inspection.
3. Logistics Chain – Luoyang Hub to Global Ports
| Milestone | Lead Time | Carrier Option | Value-Add |
|---|---|---|---|
| Factory load | Day 0 | — | Certificate of packaging conformity issued |
| Luoyang rail to Qingdao | 28 h | China-EU block train or 40 ft HQ truck | GPS temp/humidity log, update every 6 h |
| Qingdao port | Day 2 | COSCO, MSC, CMA | XZH customs broker, AES filing, COO & Form A ready |
| Transit to LA | 11 days | COSCO AAE1 | Coil weight ≤ 18 t/20 ft to avoid overweight fine |
| Transit to Hamburg | 26 days | MSC Jade | Carbon footprint report, 0.82 t CO₂ per coil |
| Arrival CY | Day 13 / 28 | — | Original BL surrendered electronically, telex release |
4. Cost Benchmark – Premium Protection Without Western Premium
| Package Element | XZH Cost USD | Typical EU Mill | Saving |
|---|---|---|---|
| VCI film + desiccant | 18 $/coil | 42 €/coil | 57 % |
| ISPM-15 pallet | 22 $ | 38 € | 60 % |
| Total packaging adder | 0.8 ¢/kg silicon steel | 2.1 ¢/kg | 1.3 ¢/kg saved |
Note: On a 20 t shipment the delta equals 260 USD—enough to offset Qingdao–LA THC.
5. Handling Instructions for Consignee
- Cut straps only under < 60 % RH conditions.
- Remove VCI film just before core building; residual VCI is compatible with mineral oil.
- If storage > 30 days, maintain 22 °C, RH < 50 %, and return desiccant ratio 1 kg/5 m³.
- Report packaging ID within 48 h via portal; we retain samples for 12 months for failure analysis.
Luoyang Xinzhaohe’s 20-year transformer-grade supply chain delivers your silicon steel as clean as the day it left our annealing furnace—no Western price tag attached.
Sourcing from Luoyang Xinzhaohe
Why Partner with Luoyang Xinzhaohe for Silicon Steel Density Control
| Metric | Western Tier-1 | Luoyang Xinzhaohe | Delta |
|---|---|---|---|
| Core-loss @ 1.5 T, 50 Hz (W kg⁻¹) | 0.85 | 0.82 | –3.5 % |
| Stacked density (kg dm⁻³) | 7.65 ± 0.02 | 7.65 ± 0.01 | Tighter band |
| Minimum slit burr (µm) | ≤15 | ≤10 | –33 % |
| Lot-to-lot density CpK | 1.33 | 1.67 | +25 % yield |
20-Year Transformer-Grade Track Record
Since 2004 our Luoyang line has slit, stress-relief annealed and coated >1.2 Mt of GO/NGO electrical steel for 200+ transformer OEMs in 42 countries.
We understand that “density” is not a handbook value—it is a process output:
Chemistry window: 2.8–3.2 wt % Si keeps density at 7.65 kg dm⁻³ while suppressing magnetostriction.
Hot-band gauge profile: <1 µm cross-strip crown guarantees uniform compression after slitting, eliminating air-gap density loss in the core.
Decarburising anneal: 860 °C, 12 h, 25 °C min⁻¹ cool; reduces interstitial C to <30 ppm, locking lattice parameter and therefore density within ±0.01 kg dm⁻³ coil-to-coil.
Direct Factory Price, No Trading Layers
Located 150 km from BaoSteel and ShouGang mills, we buy mother coils FOB mill, slit in-house, and ship EXW Luoyang. Eliminating two logistics hand-offs and one trader margin cuts landed cost by 8–12 % versus EU/US distributors.
| Quantity (t) | Price (USD/t) | Density Certification Included |
|---|---|---|
| 5–19 | 920 | Yes |
| 20–49 | 890 | Yes |
| ≥50 | 860 | Yes, with coil-wise DSC trace |
Customisation Capabilities—Mechanical & Magnetic
- Slitting: knife clearance 5 % of strip thickness → burr ≤10 µm; keeps effective core density at design value.
- Annealing: 780–920 °C, N₂/H₂ atmosphere; relieves punching stress, restores 100 % domain mobility, drops core loss by 6–9 %.
- Insulation coating: C-5 (chromium-free) or C-6 organic/inorganic; thickness 0.8–1.2 µm, withstands 850 V inter-laminar, adds <0.2 % to stack density.
- Precision cutting: length tolerance ±0.1 mm, angle 90° ±0.05°; eliminates re-work, maximises fill factor.
Quality Assurance Aligned to IEC 60404-8-7
Each master coil is released only after:
Epstein test (W15/50, W17/50)
Franklin resistivity
Laser micrometre gauge map
Gas pycnometer density check (ASTM D2638)
Certificates accompany every DGN or EI shipment; data matrix code on each package links to PDF datasheet.
Next Step—Request Technical Datasheet or Quote
Send your required grade (23QG085, 27QG095, 35QG105, M250-50A, M350-50A), strip width, burr limit, and annual volume to:
cathy@transformerstrip.com
We return a detailed datasheet including guaranteed density, core-loss curves, and EXW price within 12 h.
📉 Import Savings Calculator
Estimate cost reduction by sourcing silicon steel density from Luoyang Xinzhaohe.