Table of Contents
Market Insight: M19 Silicon Steel Material Properties

Market Analysis: Silicon Steel (Electrical Steel)
The global demand for high-performance silicon steel, particularly grades such as M19, continues to grow in parallel with the expansion of power infrastructure, renewable energy integration, and industrial electrification. M19 silicon steel, a non-oriented electrical steel with a nominal core loss of 1.65 W/kg at 1.5 T and 60 Hz, is widely utilized in the fabrication of transformer cores, electric motors, and other electromagnetic devices where energy efficiency and magnetic performance are critical. Its balanced combination of magnetic flux density, core loss characteristics, and cost-effectiveness makes it a preferred choice in medium-efficiency industrial and distribution transformers.
Industrial demand for M19-grade silicon steel is primarily driven by the need to minimize no-load losses in transformers, which directly impacts operational efficiency and lifecycle costs. Transformers operate continuously, often for decades, and even marginal improvements in core material performance can yield substantial energy savings. The core loss—comprising hysteresis and eddy current losses—is a key parameter influenced by the silicon content, grain orientation, thickness, and coating quality of the steel. M19, with its 2.9–3.3% silicon content and nominal thickness of 0.47–0.50 mm, offers optimized magnetic permeability and reduced eddy current losses due to increased electrical resistivity imparted by silicon alloying.
Quality in M19 silicon steel is not merely a compliance metric but a determinant of system-level performance. Variability in chemical composition, inconsistent grain structure, or defects in the insulating coating can lead to localized hotspots, increased vibration, and premature aging of transformer cores. High-quality M19 steel ensures uniform magnetic anisotropy, tight lamination stacking, and effective interlaminar insulation—factors that collectively reduce stray losses and improve thermal stability. Moreover, precise dimensional tolerances and surface flatness are essential for automated core stacking processes in modern manufacturing environments.
From a supply chain perspective, reliable sourcing of M19 silicon steel requires suppliers with metallurgical consistency, process control, and adherence to international standards such as ASTM A664 or IEC 60404-8. At Luoyang Xinzhaohe Aluminum CO., Ltd, over two decades of experience in advanced metal processing has enabled the development of stringent quality assurance protocols for electrical steel products. Our production processes integrate controlled rolling, annealing in protective atmospheres, and application of high-resistivity coatings to ensure that M19 material meets exacting performance benchmarks.
In summary, the industrial demand for M19 silicon steel is rooted in the global push for energy-efficient power systems. As regulatory standards tighten—such as DOE 2016 in the U.S. and EcoDesign directives in the EU—the role of high-quality core materials becomes increasingly pivotal. Investing in superior-grade M19 silicon steel is not a cost increment but a strategic decision to enhance reliability, reduce total cost of ownership, and comply with evolving energy efficiency mandates.
Technical Specs: M19 Silicon Steel Material Properties
Technical Specifications: M19 Non-Oriented Electrical Steel
Luoyang Xinzhaohe Aluminum CO., Ltd. provides M19 grade non-oriented silicon steel, engineered for high-efficiency electric motors, generators, and transformers requiring balanced magnetic properties and low core loss. This grade adheres strictly to ASTM A664 and IEC 60404-8-7 standards, with critical parameters validated through rigorous in-house testing per ASTM A343/A343M. Core loss (iron loss) remains the primary performance indicator, directly influencing energy efficiency and thermal management in rotating machinery. M19 achieves a nominal core loss of 3.0–3.4 W/kg at 1.5 Tesla (T) and 60 Hz (W15/60), measured on Epstein frame specimens. At elevated flux densities (1.7 T), losses increase to 5.8–6.5 W/kg (W17/60), reflecting the material’s optimized silicon content (2.9–3.2%) and grain structure for reduced hysteresis and eddy current losses. Magnetic flux density, critical for power density and torque output, is specified at B50 ≥ 1.68 T (induction at 50 A/m field strength), with typical saturation flux density (B800) reaching 1.98–2.02 T. This ensures robust performance under high-excitation conditions without premature saturation.
Flatness tolerance is equally vital for precision stamping and lamination stacking. M19 is produced with a maximum deviation of ≤5.0 mm/m across the coil width, measured per ASTM A618. This stringent control minimizes air gaps in stator/rotor cores, reducing reluctance and vibration. Surface insulation coating (C-5 grade per IEC 60404-1) provides 3–8 Ω·cm² interlaminar resistance, suppressing eddy currents between layers. Material thickness is held to 0.65 ± 0.035 mm, balancing mechanical stability with high-frequency loss mitigation.
The following table summarizes key M19 specifications:
| Parameter | Test Condition | Typical Value | Standard |
|---|---|---|---|
| Core Loss (W15/60) | 1.5 T, 60 Hz | 3.0–3.4 W/kg | ASTM A343 |
| Core Loss (W17/60) | 1.7 T, 60 Hz | 5.8–6.5 W/kg | ASTM A343 |
| Magnetic Flux Density (B50) | 50 A/m | ≥1.68 T | IEC 60404-2 |
| Saturation Flux Density | 800 A/m | 1.98–2.02 T | IEC 60404-2 |
| Electrical Resistivity | — | 50–55 µΩ·cm | ASTM A719 |
| Density | — | 7.65 g/cm³ | ASTM A345 |
| Flatness Tolerance | Full coil width | ≤5.0 mm/m | ASTM A618 |
| Thickness | Nominal | 0.65 ± 0.035 mm | ASTM A688 |
These properties collectively enable M19 to meet IE3/IE4 motor efficiency targets under IEC 60034-30-1. The controlled silicon content and grain-oriented annealing minimize hysteresis loss, while precise thickness uniformity ensures consistent lamination stacking factors above 97%. Our production process includes continuous退火 with hydrogen-nitrogen atmospheres to refine grain size and eliminate internal stresses, directly enhancing permeability and reducing anomalous losses. For high-volume sourcing, we implement real-time statistical process control (SPC) on core loss and flatness, with lot-specific certification traceable to melt chemistry. This guarantees dimensional and electromagnetic consistency across shipments, reducing scrap rates in customer stamping operations. Partnering with Xinzhaohe ensures M19 material that meets global efficiency mandates while optimizing your motor’s power-to-weight ratio and thermal profile.
Factory Tour: Manufacturing
Manufacturing Process of M19 Silicon Steel at Luoyang Xinzhaohe Aluminum Co., Ltd
The production of M19 silicon steel, a non-oriented electrical steel widely used in motors, transformers, and electromagnetic applications, involves a tightly controlled sequence of metallurgical and surface treatment processes to ensure optimal magnetic performance and mechanical consistency. At Luoyang Xinzhaohe Aluminum Co., Ltd, with over two decades of expertise in advanced metal processing, the manufacturing workflow for M19 silicon steel is engineered for precision, efficiency, and adherence to international quality standards.
The process begins with slitting, where master coils of cold-rolled M19 silicon steel are unwound and longitudinally cut into narrower strips to meet customer-specific width requirements. This operation is executed on high-precision slitting lines equipped with servo-controlled tension management and edge guiding systems to minimize dimensional variance and edge burr formation. Each slit coil is inspected for edge quality, coil alignment, and surface integrity before proceeding to the next stage.
Following slitting, the material undergoes annealing in a continuous or batch-type atmosphere-controlled furnace. This critical thermal treatment relieves residual stresses induced during cold rolling and slitting, thereby enhancing magnetic permeability and reducing core losses. The annealing cycle is precisely regulated with respect to temperature profile (typically between 750°C and 850°C), dwell time, and protective atmosphere composition (usually nitrogen-hydrogen mix) to prevent oxidation and ensure uniform recrystallization. Post-annealing, samples are subjected to magnetic property testing using Epstein frame or single-sheet testers to verify compliance with ASTM A664 or IEC 60404-8-7 standards.
Next, an insulation coating is applied to the annealed strips to improve interlaminar resistance and reduce eddy current losses in stacked cores. A thin, uniform layer of inorganic or semi-organic insulative coating is applied via roll-coating or spray methods, followed by curing at elevated temperatures. The coating weight is tightly controlled within 0.8–1.5 g/m² per side, and adhesion is validated through tape peel and bend tests. The resulting insulative layer also enhances corrosion resistance and provides a suitable surface for subsequent punching or stacking operations.
The final stage is precision cutting, where the coated strips are cut into laminations or custom shapes using high-speed progressive dies or laser cutting systems. Tooling is maintained under strict tolerances to ensure dimensional accuracy, with typical cutting tolerances held within ±0.05 mm. All cut parts are deburred and stacked in controlled environments to prevent contamination and mechanical damage.
Throughout the manufacturing sequence, quality control is integrated at multiple checkpoints. Incoming material certification, in-process dimensional checks, magnetic property validation, coating weight analysis, and final visual inspection are performed in accordance with ISO 9001 protocols. All test data are documented and available with material certification to support traceability and compliance in end-use applications.
Packaging & Logistics

EXPORT PACKAGING PROTOCOLS FOR M19 SILICON STEEL
Luoyang Xinzhaohe Aluminum CO., Ltd implements rigorously engineered export packaging systems for M19 silicon steel coils to ensure material integrity during global maritime transit. With over two decades of specialization in electrical steel logistics, our protocols address the hygroscopic sensitivity of grain-oriented silicon steel and the corrosive challenges inherent in sea freight environments. All packaging adheres to ISO 21087:2020 standards for metallic coil preservation and complies with international phytosanitary regulations for wooden components.
PALLET CONSTRUCTION SPECIFICATIONS
We utilize kiln-dried solid wood pallets constructed from ISPM 15-certified lumber, treated to a moisture content of ≤20% to prevent internal condensation. Pallet dimensions are standardized at 1200mm × 1000mm × 150mm, with a dynamic load capacity of 5,000 kg per unit. Each pallet incorporates cross-beam reinforcement and steel strapping channels to distribute coil weight (typically 8–15 metric tons) evenly, minimizing deformation during vessel stacking. Wooden surfaces contacting steel undergo deburring and chamfering to eliminate micro-scratches that could initiate corrosion under film layers.
MOISTURE-PROOF BARRIER SYSTEM
The primary defense against salt-laden marine atmospheres is a multi-layer encapsulation system. Coils are first wrapped in vapor corrosion inhibitor (VCI) polyethylene film (minimum 125μm thickness, ASTM D1746 compliant), which actively suppresses electrochemical corrosion by forming a molecular barrier on the steel surface. This is followed by a secondary layer of metallized polyester film (30μm) providing UV resistance and reducing moisture vapor transmission rates to <0.5 g/m²/day at 38°C/90% RH. Critical sealing parameters include 50mm overlap joints heat-sealed at 180°C and 0.3 MPa pressure, verified through helium leak testing (detection limit: 1×10⁻⁶ mbar·L/s). Desiccant packs (silica gel, 300g/m³ volume ratio) are strategically placed within the envelope to maintain internal relative humidity below 40% throughout voyages exceeding 60 days.
SEA FREIGHT INTEGRITY MEASURES
Maritime transport exposes materials to cyclic humidity swings (20–100% RH) and salt aerosol penetration. Our packaging mitigates these risks through three integrated controls: First, palletized units are secured via ISO container twist locks with anti-sway bracing to limit acceleration forces to <0.5g during rough seas. Second, humidity indicator cards (calibrated to 40%/60% RH thresholds) are affixed externally for non-invasive monitoring. Third, all shipments include temperature-humidity data loggers recording conditions at 2-hour intervals, with real-time alerts triggered if internal humidity exceeds 55% for >24 consecutive hours. This system has maintained a 99.7% damage-free delivery rate across major trade lanes (Asia-Europe, Trans-Pacific) since 2018.
QUALITY VERIFICATION
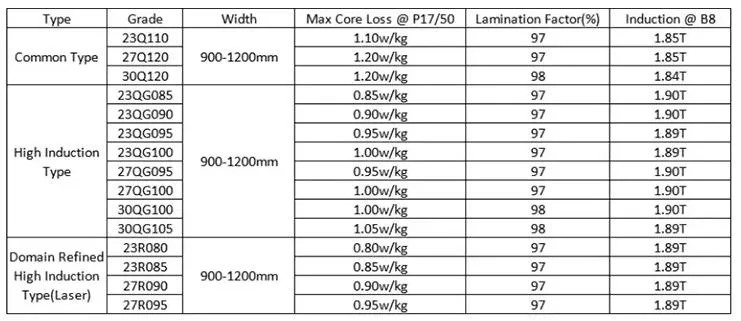
Pre-shipment validation includes peel adhesion tests on film seals (minimum 1.8 N/mm width) and salt spray chamber validation (ASTM B117, 96-hour exposure with zero red rust). Documentation packages contain ISO 14660-certified moisture barrier test reports and ISPM 15 heat treatment certificates. This end-to-end approach ensures M19 silicon steel arrives with unaltered magnetic properties (core loss ≤1.20 W/kg at 1.7T/50Hz) and surface quality compliant with IEC 60404-2 specifications, eliminating rework costs for downstream transformer manufacturers.
| Critical Packaging Parameter | Specification | Test Standard |
|---|---|---|
| VCI Film Thickness | ≥125 μm | ASTM D1746 |
| Moisture Vapor Transmission | <0.5 g/m²/day | ASTM F1249 |
| Desiccant Density | 300 g/m³ | JIS Z 0208 |
| Pallet Load Capacity | 5,000 kg (dynamic) | ISO 8611-1 |
| Internal Humidity Limit | ≤40% RH (60-day voyage) | ISO 18174 |
Sourcing from Luoyang Xinzhaohe

Partner with Luoyang Xinzhaohe for Precision Silicon Steel Solutions
Luoyang Xinzhaohe Aluminum Co., Ltd brings over two decades of specialized engineering and manufacturing expertise to the electrical steel industry. As a vertically integrated producer of high-performance silicon steel, we deliver material solutions that meet the rigorous demands of transformer, motor, and generator manufacturers worldwide. Our deep technical understanding of grain-oriented and non-oriented silicon steel ensures consistent compliance with international standards including IEC 60404, ASTM A664, and GB/T 13789.
Our production facility in Luoyang, Henan Province, is equipped with fully automated cold rolling lines, continuous annealing systems, and precision slitting capabilities. This enables us to produce silicon steel strips with thicknesses ranging from 0.18 mm to 0.50 mm and widths from 10 mm to 1,050 mm, tailored to both standard and custom specifications. The m19 grade, one of our core offerings, is engineered with a nominal thickness of 0.47 mm and a guaranteed core loss (P1.7/50) of ≤2.40 W/kg, making it ideal for high-efficiency distribution and power transformers. Magnetic induction (B800) is maintained at a minimum of 1.80 T, ensuring optimal flux density under operating conditions.
All m19 material is processed under strict atmospheric control during decarburization and final annealing to develop a uniform grain structure and sharp Goss texture in oriented grades. Our in-house laboratory conducts rigorous quality assurance testing, including Epstein frame core loss measurement, B-H loop analysis, surface insulation resistance, and coating weight verification. Each coil is traceable through batch-specific mill test certificates, providing full transparency in chemical composition, mechanical properties, and magnetic performance.
We operate a just-in-time inventory model supported by a responsive supply chain network, enabling fast turnaround for both small pilot orders and large-volume contracts. Our logistics partners ensure timely delivery to global markets, with standard export packaging designed to prevent mechanical damage and moisture exposure during transit.
At Luoyang Xinzhaohe, we prioritize long-term collaboration with our clients. Our engineering team works closely with customers during the material selection and qualification phase, offering technical data sheets, sample provisioning, and on-site support when required. Whether you are optimizing for no-load loss reduction, improving stamping yield, or scaling production, our team provides data-driven recommendations based on real-world application performance.
For sourcing professionals and design engineers seeking a reliable, technically capable partner in silicon steel, Luoyang Xinzhaohe offers the combination of precision manufacturing, consistent quality, and responsive service.
Contact us today to discuss your m19 silicon steel requirements.
Cathy Zhang
International Sales Manager
Luoyang Xinzhaohe Aluminum Co., Ltd
Email: cathy@transformerstrip.com
📉 Factory Direct Savings Calculator
Calculate your potential savings by importing m19 silicon steel material properties directly from China.