Table of Contents
Market Insight: Transformer Steel Laminations

Market Analysis: Silicon Steel for Transformer Laminations
Global demand for high-performance silicon steel laminations is accelerating, driven by critical infrastructure modernization and renewable energy integration. Transformer manufacturers require electrical steel with precise magnetic properties to meet evolving efficiency standards like IEC 60404-2 and DOE 2016 regulations. Annual consumption exceeds 15 million metric tons worldwide, with a compound annual growth rate of 6.8% projected through 2030, primarily fueled by grid expansion in Asia-Pacific and Europe’s push for ultra-low-loss distribution transformers. This growth is inextricably linked to the material’s role in minimizing energy dissipation; even marginal improvements in core loss directly translate to terawatt-hours of saved electricity annually across global power networks.
Quality in silicon steel laminations is non-negotiable for transformer reliability and lifecycle cost. Substandard material introduces excessive hysteresis and eddy current losses, elevating operating temperatures and accelerating insulation degradation. Impurities such as sulfur or carbon disrupt grain orientation in grain-oriented electrical steel (GOES), while inconsistent coating adhesion compromises interlaminar resistance. These defects manifest as audible humming, localized hot spots, and reduced service life—failures that incur costs far exceeding initial material savings. For instance, a 0.5 W/kg increase in core loss at 1.7 Tesla flux density can escalate annual energy waste by 8,760 kWh per 1 MVA transformer, representing over $1,000 in operational costs at industrial electricity rates.
The technical consequences of inadequate lamination quality extend beyond efficiency. Poor dimensional stability during stamping induces mechanical stress, degrading magnetic performance by up to 15%. Inconsistent thickness tolerance (>±0.02 mm) creates air gaps in stacked cores, increasing magnetizing current and harmonic distortion. Such flaws violate IEEE C57.12.00 standards for sound levels and temperature rise, triggering field failures and warranty liabilities. Transformer designers increasingly specify laser-scribed or domain-refined GOES to suppress anomalous losses, demanding supplier expertise in secondary recrystallization control and tension coating application.
Material selection must align with application-specific loss requirements. The table below illustrates the performance hierarchy across common grades:
| Grade Designation | Core Loss (W/kg) at 1.7T/60Hz | Typical Application |
|---|---|---|
| M4 (Non-Oriented) | 4.00 | Small distribution transformers |
| 23P080 (GOES) | 0.80 | High-efficiency distribution |
| 27P065 (GOES) | 0.65 | Power transformers (69kV+) |
| Laser-Scribed GOES | 0.50 | Ultra-high-efficiency systems |
Sourcing decisions must prioritize certified metallurgical consistency over nominal price. Leading manufacturers like Luoyang Xinzhaohe Aluminum CO., Ltd leverage 20+ years of process refinement to deliver laminations with ≤0.03% carbon content, ±0.01 mm thickness control, and coating weights optimized for 300–500 Ω/sq interlaminar resistance. This precision ensures transformers achieve Tier 1 efficiency targets while mitigating total cost of ownership through decades of stable operation. In an era where grid resilience depends on magnetic material integrity, quality is the definitive determinant of supply chain value.
Technical Specs: Transformer Steel Laminations

Transformer steel laminations are critical components in the construction of efficient electromagnetic cores used in power and distribution transformers. At Luoyang Xinzhaohe Aluminum Co., Ltd, with over two decades of metallurgical and industrial supply chain expertise, we provide precision-engineered silicon steel (electrical steel) laminations tailored to meet stringent global performance standards. The technical specifications of these laminations directly influence transformer efficiency, thermal performance, and operational longevity. Key parameters include core loss (iron loss), magnetic flux density, and geometric precision—particularly flatness—which collectively determine the electromagnetic and mechanical integrity of the final core assembly.
Core loss, expressed in watts per kilogram (W/kg), is a measure of energy dissipated as heat during magnetic cycling under alternating current conditions. It is typically measured at 1.5 T and 50 Hz or 60 Hz, depending on regional grid standards. Lower core loss values indicate higher material efficiency and reduced no-load losses in transformers. Grain-oriented electrical steel (GOES) exhibits significantly lower core loss compared to non-oriented types due to its optimized crystallographic alignment, making it ideal for high-efficiency power transformers. Our laminations are manufactured to meet IEC 60404-2 and ASTM A876 standards, with core loss values ranging from 0.70 W/kg to 1.20 W/kg for standard grades, and as low as 0.60 W/kg for high-permeability, laser-scribed variants.
Magnetic flux density, measured in Tesla (T), reflects the material’s ability to support magnetic flux under applied magnetomotive force. Higher flux density enables compact core designs and improved power handling. For grain-oriented silicon steel, typical induction values at 800 A/m (B800) range from 1.85 T to 2.03 T. Our premium grades achieve B800 values exceeding 1.90 T, ensuring optimal performance in high-capacity transformers. Non-oriented grades, used in smaller distribution units, typically exhibit B50 values between 1.5 T and 1.7 T.
Flatness is a critical dimensional attribute that affects core stacking factor, interlaminar insulation integrity, and overall magnetic performance. Poor flatness leads to air gaps between laminations, increasing reluctance and localized eddy currents. We maintain flatness within ±0.5 mm over a 1-meter span for slit coils and stamped laminations, ensuring uniform pressure distribution and minimal flux leakage. All laminations are annealed post-stamping to relieve mechanical stress and restore magnetic properties.
The following table summarizes key technical parameters for our standard transformer steel lamination offerings:
| Parameter | Symbol | Test Condition | Typical Range (GOES) | Typical Range (NOES) | Standard Compliance |
|---|---|---|---|---|---|
| Core Loss (Iron Loss) | Pv | 1.5 T, 50 Hz | 0.70 – 1.20 W/kg | 2.50 – 4.00 W/kg | IEC 60404-2, ASTM A876 |
| Magnetic Flux Density | B800 | 800 A/m | 1.85 – 2.03 T | — | IEC 60404-2 |
| Magnetic Flux Density (NOES) | B50 | 50 A/mm² | — | 1.50 – 1.70 T | IEC 60404-3 |
| Thickness Tolerance | — | Cold-Rolled Strip | ±0.005 mm | ±0.01 mm | ASTM A677 |
| Flatness | — | Over 1 m length | ±0.5 mm | ±0.5 mm | Internal QC Specification |
| Insulation Coating Weight | — | C3, C4, C5 Coatings | 0.5 – 4.0 g/m² | 0.8 – 3.5 g/m² | IEC 60404-11 |
All laminations undergo rigorous quality control, including Epstein frame testing, B-H loop analysis, and dimensional metrology, ensuring compliance with customer-specific and international standards.
Factory Tour: Manufacturing

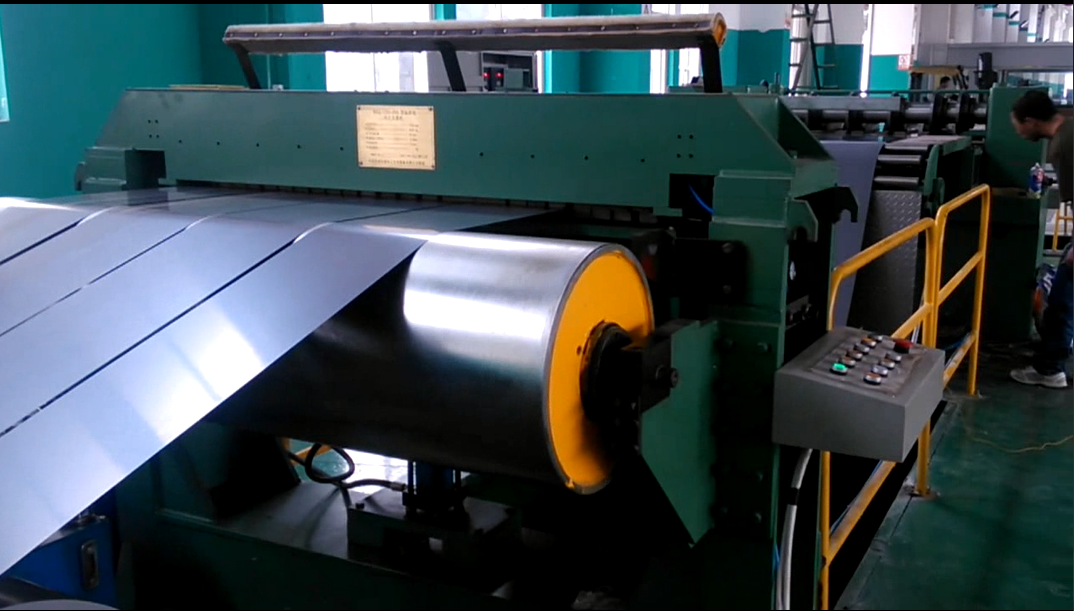
Transformer Steel Lamination Manufacturing Process: Precision Engineering for Core Performance
Luoyang Xinzhaohe Aluminum CO.,Ltd leverages two decades of specialized expertise in silicon steel processing to deliver transformer laminations meeting the most stringent electromagnetic and dimensional requirements. Our controlled manufacturing sequence ensures optimal magnetic properties, mechanical integrity, and long-term operational reliability for critical power applications.
The process initiates with precision slitting of high-grade grain-oriented (GOES) or non-oriented electrical steel (NOES) master coils. Utilizing servo-driven tension control and hardened rotary shear blades, we slit coils to precise widths within ±0.1 mm tolerance. This critical step minimizes edge burr formation and maintains consistent strip flatness, essential for subsequent stacking and core performance. Continuous laser micrometry verifies width accuracy in real-time, with automatic rejection of out-of-spec material.
Annealing follows slitting to relieve mechanical stresses induced during cold rolling and slitting, which degrade magnetic properties. Laminations undergo controlled atmosphere annealing in continuous furnaces. For GOES, this involves high-temperature (~1100°C) decarburization and primary recrystallization annealing under dry hydrogen-nitrogen atmospheres to develop the sharp Goss texture. NOES receives stress relief annealing at lower temperatures (700-850°C). Precise thermal profiling ensures uniform grain growth and minimizes core loss (W/kg) while preventing surface oxidation. In-line permeability and core loss monitoring provide immediate process feedback.
Insulation coating application is paramount for interlaminar resistance and eddy current loss reduction. We apply thin, uniform inorganic coatings via roll-coating or dipping. Standard coatings are magnesium oxide-based for GOES or phosphate-chromate for NOES, achieving 50-100 Ω/sq surface insulation resistance per ASTM A976. Coating weight is tightly controlled (0.5-4.0 g/m²) using gravimetric analysis. Adhesion is rigorously tested via tape peel (ASTM D3359) and salt spray resistance (ASTM B117) to ensure durability during core assembly and transformer operation.
Final lamination geometry is achieved through high-speed precision punching or laser cutting. Our servo-electric presses and fiber laser systems cut complex core shapes (E-I, step-lap, etc.) with positional accuracy ±0.02 mm and burr height controlled to ≤0.05 mm. Laser cutting eliminates tooling costs for prototypes but requires optimized parameters to prevent heat-affected zones. All cut edges undergo deburring to eliminate sharp protrusions that compromise insulation integrity and stacking factor.
Critical Quality Control Parameters Throughout Production
| Process Stage | Key Parameter | Measurement Standard | Target Tolerance |
|---|---|---|---|
| Slitting | Width Tolerance | ISO 9445 | ±0.1 mm |
| Annealing | Core Loss (P1.5/60) | ASTM A912 | As per grade spec |
| Insulation | Surface Insulation Resistance | ASTM A976 | ≥50 Ω/sq |
| Precision Cutting | Burr Height | ISO 13715 | ≤0.05 mm |
| Final Product | Stacking Factor | IEC 60404-8-7 | ≥96% |
Comprehensive QC is embedded at each stage. Incoming coil certification verifies chemical composition (C, Si, Mn, Al) and initial magnetic properties. Post-annealing, Epstein frame testing quantifies core loss and permeability. Final laminations undergo 100% visual inspection for coating defects and dimensional verification via CMM. Full traceability from melt chemistry to finished lamination is maintained, ensuring compliance with IEC 60404-1 and customer-specific technical dossiers. This integrated process control guarantees laminations that maximize transformer efficiency and minimize no-load losses.
Packaging & Logistics
Export Packaging for Silicon Steel Laminations: Ensuring Integrity During Sea Freight
At Luoyang Xinzhaohe Aluminum Co., Ltd., with over two decades of specialized experience in the production and international supply of silicon steel materials, we recognize that proper export packaging is as critical as material quality in delivering transformer steel laminations that meet exacting industrial standards. Our packaging methodology is engineered to preserve dimensional stability, prevent surface degradation, and ensure mechanical integrity throughout extended maritime logistics chains.
All silicon steel lamination shipments are secured on custom-engineered wooden pallets constructed from high-density, kiln-dried hardwood compliant with ISPM 15 regulations for international phytosanitary safety. These pallets are designed to support the total coil or stack weight while distributing load evenly across container flooring, minimizing deformation risks during vessel roll and pitch. Each lamination set or coil is centered and affixed using industrial-grade steel strapping anchored to the pallet frame, preventing lateral displacement during multi-modal transport.
A critical component of our packaging system is the multi-layer moisture-proof barrier. Immediately following final inspection and surface passivation, each load is wrapped in a laminated vapor-corrosion inhibiting (VCI) film, which actively suppresses electrochemical oxidation of the silicon steel substrate. This film is then overwrapped with high-tensile polyethylene sheeting, heat-sealed at all seams to form a hermetic enclosure. The dual-film system ensures relative humidity within the package remains below 40% for up to 12 months, a vital safeguard during prolonged ocean transits through tropical and high-humidity zones.
For added environmental protection, desiccant packs are strategically placed between film layers, and humidity indicator cards are affixed internally for post-arrival verification. All external packaging surfaces are labeled with orientation arrows, moisture-sensitive indicators, and handling codes per IMDG and IATA cargo guidelines, ensuring compatibility with automated port logistics systems.
Our sea freight packaging protocol has been validated across over 60 global destinations, including Southeast Asia, the Middle East, and South America, where high ambient humidity and extended transit times pose significant material risks. By integrating structural pallet design, advanced moisture barriers, and compliance-certified materials, Luoyang Xinzhaohe ensures that every shipment of transformer steel laminations arrives in the same condition as it left our facility.
This rigorous approach reflects our commitment to supply chain reliability and product performance, enabling our OEM and tier-supplier clients to maintain uninterrupted production schedules. Packaging is not a final step in our process—it is an integral component of metallurgical quality assurance.
Sourcing from Luoyang Xinzhaohe
Partner with Luoyang Xinzhaohe for Precision Transformer Steel Laminations
Luoyang Xinzhaohe Aluminum Co., Ltd leverages over two decades of specialized metallurgical expertise in silicon steel production to deliver transformer steel laminations meeting the most stringent global performance and reliability standards. Our vertically integrated manufacturing facility in Luoyang, China, is engineered for precision control across the entire production chain, from raw material sourcing to finished slit coil. This deep technical mastery ensures consistent material properties critical for transformer core efficiency and longevity.
Our core strength lies in advanced processing capabilities for non-oriented and grain-oriented electrical steel. We operate state-of-the-art continuous annealing lines with precisely controlled atmospheres and temperature profiles, optimizing magnetic domain structure to minimize core loss. Precision slitting lines achieve exceptional dimensional accuracy, maintaining thickness tolerances within ±0.005 mm and edge camber below 0.15 mm/m for seamless lamination stacking. All slit coils undergo rigorous 100% inline surface inspection and offline magnetic property validation per IEC 60404-2 and ASTM A976 standards. Critical quality metrics are consistently maintained as shown below.
| Key Performance Indicator | Typical Value Range | Testing Standard |
|---|---|---|
| Core Loss (P1.5/50) | 0.65 – 1.80 W/kg | IEC 60404-2 |
| Thickness Tolerance | ±0.005 mm | ISO 2178 |
| Coating Mass (C3/C5) | 0.3 – 0.8 g/m² | ASTM A976 |
| Insulation Resistance | > 50 Ω·cm² | IEC 60404-11 |
Material traceability is embedded throughout our ISO 9001 and IATF 16949 certified quality management system. Each production batch is tracked from melt chemistry through final inspection, with comprehensive certification packages including full magnetic property reports, chemical composition analysis, and coating adhesion test results. Our dedicated R&D team collaborates with major transformer OEMs to develop custom grade solutions addressing specific efficiency targets or operating conditions, such as high-frequency applications or ultra-low loss requirements.
Supply chain resilience is fundamental to our service model. We maintain strategic raw material inventory buffers and operate dual production lines with a combined annual capacity exceeding 150,000 metric tons, ensuring on-time delivery continuity even during market volatility. Our logistics network provides optimized containerized shipping solutions to all major transformer manufacturing hubs globally, with standard lead times of 30-45 days from order confirmation. All shipments include moisture-controlled packaging and detailed handling specifications to preserve coating integrity.
For transformer manufacturers demanding guaranteed material performance and supply security, Luoyang Xinzhaohe provides the technical partnership required for next-generation core design. We invite you to submit your specific lamination requirements, including grade, thickness, width, coating type, and annual volume projections. Contact Cathy directly at cathy@transformerstrip.com to receive a comprehensive technical dossier and material certification samples for validation. Let our metallurgical precision become the foundation of your transformer core efficiency.
📉 Factory Direct Savings Calculator
Calculate your potential savings by importing transformer steel laminations directly from China.